Produkte




ECR-Glasfaser-Direktroving für LFT-D/G
Direktes Roving für LFT-D/G
Das Direktroving für LFT-D/G basiert auf einer silanverstärkten Schlichteformulierung. Es zeichnet sich durch hervorragende Faserintegrität und -dispersion, geringe Fusselbildung und Geruchsentwicklung sowie hohe Permeabilität mit PP-Harz aus. Das Direktroving für LFT-D/G gewährleistet exzellente mechanische Eigenschaften und Wärmebeständigkeit der fertigen Verbundwerkstoffe.
Produktspezifikation
| Produktcode | Filamentdurchmesser (μm) | Lineare Dichte (tex) | Kompatibles Harz | Produktmerkmale und Anwendung |
| EW758Q EW758GL | 14, 16, 17 | 400, 600, 1200, 1500, 2400 | PP | Gute Faserstabilität und -verteilung, geringe Fusselbildung und Geruchsentwicklung Hohe Durchlässigkeit mit PP-Harz Gute Eigenschaften der fertigen Produkte Hauptsächlich verwendet in der Automobilzulieferindustrie, im Bauwesen, in der Elektronik- und Elektrotechnik, in der Luft- und Raumfahrt usw. |
| EW758 | 14, 16, 17 | 400, 600, 1200, 2400, 4800 | PP
|
Direktes Roving für LFT
Direct Roving für LFT ist mit einem silanbasierten Schlichtemittel beschichtet und kompatibel mit PP-, PA-, TPU- und PET-Harzen.
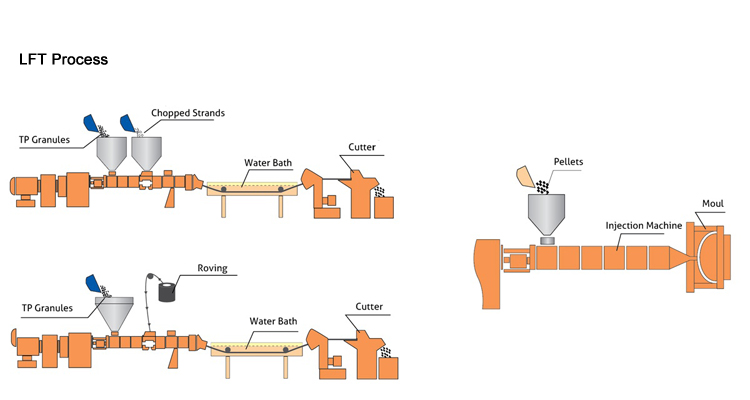
LFT-D: Polymergranulat und Glasrovings werden in einen Doppelschneckenextruder eingeführt, wo das Polymer aufgeschmolzen und eine Compoundmasse gebildet wird. Anschließend wird die geschmolzene Compoundmasse direkt im Spritzguss- oder Formpressverfahren zu den Endprodukten verarbeitet.
LFT-G: Das thermoplastische Polymer wird erhitzt, bis es schmilzt, und in den Düsenkopf gepumpt. Das Endlosmaterial wird durch eine Dispersionsdüse gezogen, um eine vollständige Imprägnierung mit Glasfasern und Polymer zu gewährleisten. So entstehen verfestigte Stäbe, die nach dem Abkühlen in die Endprodukte geschnitten werden.







